
 Опубликовано в рубрике
Опубликовано в рубрике 
Тиски станочные с ручным приводом предназначены для закрепления заготовок при механической обработке на металлорежущих станках.
Класс точности тисков Н и П по ГОСТ16518 (DIN 6370)
Корпусные детали тисков изготавливаются из стали с термообработкой направляющих.
Установка тисков на столе станка производится с помощью шпонок, крепление – с помощью прихватов.
Настройка тисков на нужный размер производится фиксацией кронштейна, находящегося внутри ползуна, штырем в отверстия корпуса.
Высокая твердость рабочих поверхностей обеспечивает долговечность тисков с сохранением точности.
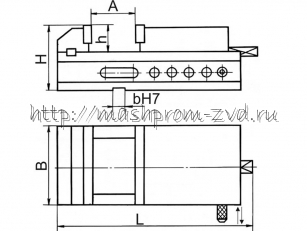
Размеры и технические характеристики
|
Модель
|
В
|
А
|
h
|
b
|
H
|
L
|
Усилие зажима, Н
|
Масса, кг
|
|
7200-0209-05
|
125
|
125
|
45
|
14
|
110
|
465
|
20000
|
25
|
|
7200-0214-05
|
160
|
200
|
50
|
14
|
120
|
524
|
25000
|
36
|
|
7200-0219-05
|
200
|
250
|
65
|
18
|
153
|
635
|
35000
|
57
|
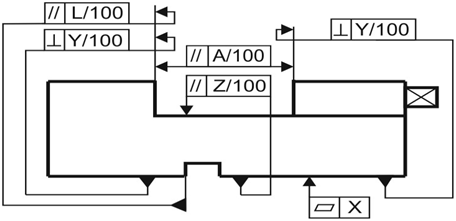
НОРМЫ ТОЧНОСТИ ТИСКОВ ГОСТ 16518-96
|
A
|
L
|
Z
|
Y
|
X
|
|||||||||||||||
|
П
|
Н
|
П
|
Н
|
П
|
Н
|
П
|
Н
|
П
|
Н
|
||||||||||
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
поворо
тные
|
неповоро
тные
|
|
0,02
|
0,06
|
—
|
0,02
|
—
|
0,04
|
0,04
|
0,02
|
0,06
|
0,04
|
0,04
|
0,02
|
0,12
|
0,07
|
0,02
|
|||||